News & Blog
TPE im Mehrkomponentenspritzguss
Thomas Renner, Head of Application Engineering, beschreibt die Vorteile der Verarbeitung von Thermoplastischen Elastomeren im Mehrkomponentenspritzguss. Welche Faktoren beeinflussen die Haftung der unterschiedlichen Materialien und wie wird der Haftverbund bewertet? Lesen Sie hier mehr über die Möglichkeiten des 2-Komponenten-Spritzgusses.
Mehrkomponentenanwendungen mit TPE
Beim 2-Komponenten-Spritzguss werden mehrere Materialien in einem Prozess kombiniert – typischerweise erfolgt eine Hart-/Weichkombination. Thermoplastische Elastomere übernehmen dabei häufig die elastische Funktion wie dichten oder dämpfen. Mögliche Anwendungen sind funktionelle Dichtungen in Gehäusen, Griffumspritzungen bei Werkzeugen oder medizinischen Geräten, oder auch elastische Bauteile wie bei Druckknöpfen. Der große Vorteil: Der Prozess ist automatisiert, effizient und ersetzt zunehmend klassische Lösungen mit eingelegten, vernetzten Materialien.
Haftung als Schlüssel zum Erfolg
Ein zentrales Thema im Mehrkomponentenspritzguss ist die Haftung zwischen TPE und der Hartkomponente. Moderne TPS-Compounds ermöglichen heute Verbindungen zu einer Vielzahl von Materialien. Je nach Rezeptur können TPE-Compounds eine Verbindung zu Polyamiden (PA 6, PA 6.6, PA 12 (mit oder ohne Glasfaser) oder zu PC, ABS sowie deren Kombination eingehen. Speziell entwickelte Materialien ermöglichen sogar einen Verbund zu POM, PBT, PARA oder EPDM. Polypropylen-TPE-Kombinationen gelten als Standard.
Trend
Mehrkomponentenprozesse wie der 2K-Spritzguss ersetzen zunehmend klassische Lösungen mit manuell eingelegten Dichtungen aus vernetzten Werkstoffen. Der Grund liegt vor allem in der höheren Effizienz und Prozesssicherheit: Nachbearbeitungsschritte entfallen, ebenso wie die aufwendige chemische Vernetzung.
Durch die Integration mehrerer Funktionen in einen automatisierten Prozess lassen sich zudem Zykluszeiten verkürzen. Gleichzeitig bieten thermoplastische Materialien den Vorteil der Wiederverwertbarkeit. Auch gestalterisch eröffnen sich neue Möglichkeiten, da TPE flexibel einfärbbar sind und sich Oberflächen gezielt anpassen lassen. Gerade in sensiblen Bereichen wie der Medizintechnik oder Spielwarenindustrie sind stabile und reproduzierbare Prozesse entscheidend – Anforderungen, die der 2K-Spritzguss zuverlässig erfüllt.


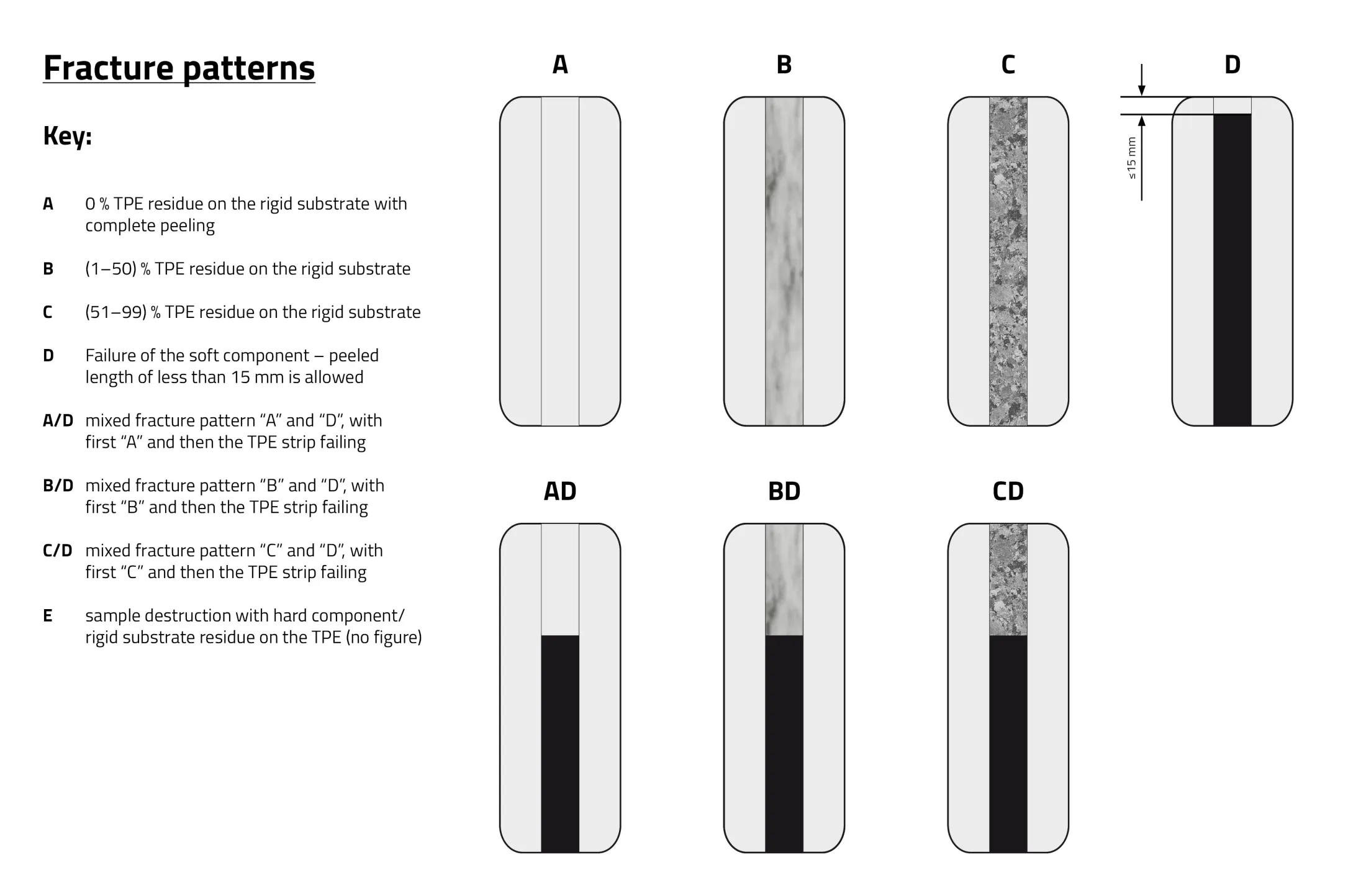
Zusätzlich wird das Bruchbild bewertet, um zwischen adhäsivem und kohäsivem Bruch zu unterscheiden.
Fazit
Der Mehrkomponentenspritzguss mit Thermoplastischen Elastomeren ist ein komplexes Zusammenspiel aus Werkstoffchemie, Konstruktion und Verarbeitung. Eine stabile Haftung entsteht nicht zufällig, sondern ist das Ergebnis gezielter Abstimmung aller Einflussgrößen.
Wer frühzeitig in der Designphase die Materialkombination, Geometrie und Prozessparameter berücksichtigt, schafft die Grundlage für langlebige, funktionale und wirtschaftliche Bauteile.
TPE ist damit weit mehr als nur ein „weiches Material“ – es ist ein hochentwickelter Systemwerkstoff für moderne Kunststofflösungen. Welche Erfahrungen haben Sie im Mehrkomponenten-Spritzguss gesammelt? Wir freuen uns auf Fragen und Anmerkungen in den Kommentaren.
Autor
Thomas Renner
Head of Application Engineering

Phone: +49 8638 9810-499
E-Mail: thomas.renner@kraiburg-tpe.com
Gain insights from the Experts
Webinar
Introduction to Multi-Component Injection Molding
Dieser Vortrag richtet sich an Anwender des Mehrkomponentenspritzgießens und zeigt auf, warum die Technologie immer gefragter wird, welche besonderen Vorteile sie bietet und welche Möglichkeiten und Grenzen die Arbeit mit TPE hat.